Kurze Spiralbohrer aus Hochleistungsschnellarbeitsstahl.
Die günstige Alternative zu unseren HSS-Co Bohrern. Geht schon ein wenig in Richtung Baumarktqualität, ist aber doch etwas besser.
Wir haben die hauptsächlich deswegen ins Programm genommen weil es verflucht schwer ist an Bohrer ranzukommen die 0,1 mm unter den üblichen Größen liegen. Also 1,9 oder 5,1 mm.
Jetzt kann man sich natürlich fragen: wozu die Mühe... Weil sie irre praktisch sind und Sebastian sie andauernd selbst benutzt. Damit lassen sich z.B. Löcher für
Messing Vollnieten oder
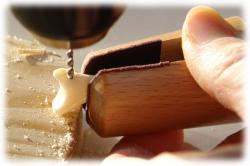
Messingdraht ins Holz bohren die 1/10 mm kleiner sind als der Durchmesser der Niete. Dadurch halten die Nieten ohne Kleber wie z.B. bei dem Teelichthalter auf dem Bild links. Kein rummatschen mit Kleber, kein hinterher umständliches, um die Verzierungen drumherum, wegschleifen von Kleberspuren. Einfach toll :-)
Oder Bohrungen für die
Schwedischen Feuerstähle - Bei enorm harten Hölzern ist eine 6 mm Bohrung ausreichend paßgenau. Aber bei weicheren Hölzern habe ich gerne etwas mehr Halt, da das Holz ja auch bei Benutzung noch ein wenig nachgibt. Mit einem 5,9 mm Bohrer sitzen die Stähle dann wie die Wurst in der Pelle. Ich liebe das!
Manchmal ist es bei sehr harten Hölzern (z.B. Grenadill, Schlangenholz, usw...) besser den Bohrungsdruchmesser 0,1 mm größer zu wählen (z.B. für
Ahlenheft Spannzangen), wenn man das Risiko nicht eingehen will daß Holz zu spalten.
Temperaturbeständige Schneiden bis ca. 400 Grad Celsius.
Für normale Bohrarbeiten in allgemein üblichen Werkstoffen, für Stahl und Stahlguss legiert und unlegiert, Grauguss, Temperguss, Sintereisen, Sphäroguss, Graphit, Bronze, Messing zäh, Aluminium kurzspanend.
Folgend Fachchinesisch für Leute die's verstehen ;-)
HSS nach DIN 338 Typ N
Toleranz/Tolerance h8
Material HSS
Spitzenanschliff: Kegelmantel/Tapered finish
Spitzenwinkel: 118 Grad
Kerndicke, Kernanstieg, Seitenspanwinkel (Spiralwinkel) und Nutenform: Standard
Übrige Konstruktionsmerkmale nach DIN 1414
Oberfläche dampfangelassen
 Warenkorb
Warenkorb  Wunschliste
Wunschliste  Einloggen
Einloggen